Application Examples Household goods

Contact: +52 332152-0977
Contact: +52 332152-0978
info@deprag.mx
DEPRAG México
DEPRAG Amberg
Service


Required Process:
Automatic Station for the notching and adapter press-insertion during assembly of vacuum-cleaner power brush motor- and gear unit. This station is part of a complete assembly line, where all individual stations are connected by a transfer-system. The communication of the transfer-system is handled by a read-write system. The read-write system assures that every process includes the necessary operating steps and confirms this at the next station.
Using a 8-position Rotary Index Table with 6 Processing Stations, a total cycle time of less than 10 seconds per parts was achieved.
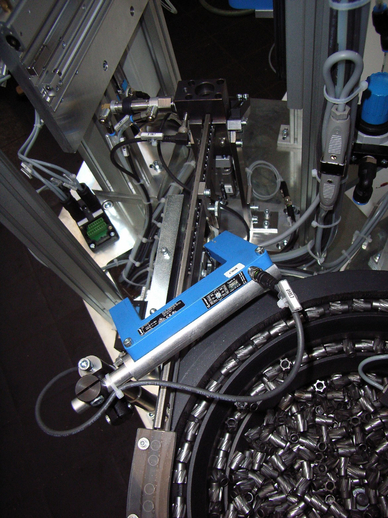
This assembly system incorporated two Vibratory Feeders from the standard DEPRAG program, which are equipped with a part-supervison camera system (recognize the left- or right-handed thread of the carrier) that verifies the position accurate sorting. Two belt driven hoppers with a capacity of 10-liters each assure the optimum part provisioning.


Station 1: Handover
The motor-gear-unit is automatically removed from the part-pallet and inserted into the part-fixture on the rotary index table.
Station 2: Lower Notching
The shaft is positioned in the notch tooling and notched from below 4-times. The notch-depth is adjustable by stops on the notch-tooling.
Station 3: Upper Notching
The shaft is positioned in the notch tooling and notched from above 4-times. The notch-depth is adjustable by stops on the notch-tooling.
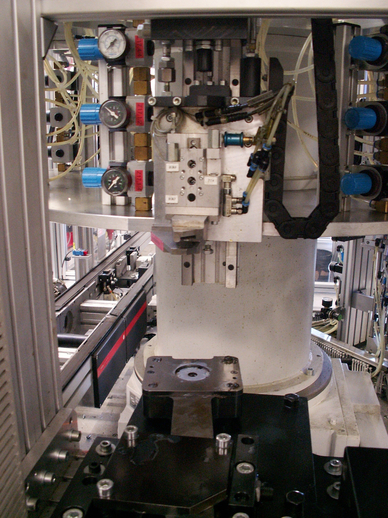
Station 4: Winding the lower catch
A catch is fed on every station by a vibratory feeder. A camera system verifies that the catch with right-threading is present at the transfer area.
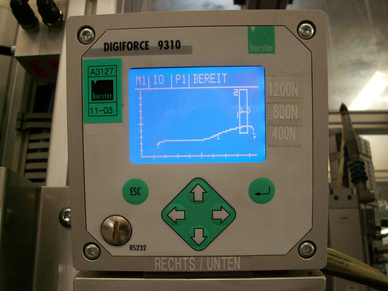
A catch having a left-threading is automatically rejected. By using a vacuum handling system, the catch is positioned into the winding unit. The winding process of the catch onto the shaft is verified by a force-/distance measurement system (Digiforce 9310) and the curve is graphically displayed.
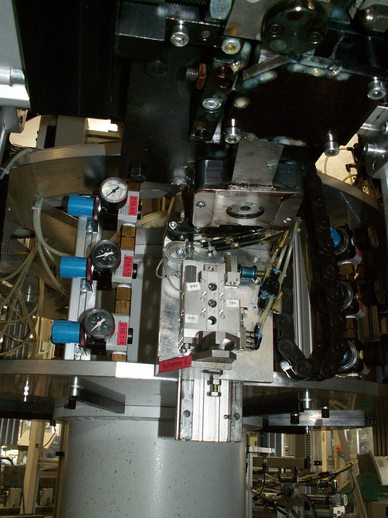
Station 5: Winding the upper catch
Sequence according to the Station 4 picture description:
The winding process of the catch onto the shaft is verified by a force-/distance measurement system (Digiforce 9310) and the curve is graphically displayed.

Station 6: Unloading
The motor-gear-unit is automatically removed from the rotary index table and placed on a pallet. All processing data is documented by a data-block on the pallet. Faulty parts are automatically directed to an integrated repair station.



